

Pembuatan kepingan logam ialah set proses pembuatan yang mengubah stok kepingan logam rata kepada struktur siap atau komponen berfungsi. Untuk jurutera yang menyatakan bahagian logam tersuai, pengurus perolehan mendapatkan perkhidmatan fabrikasi, dan pasukan produk membangunkan pemasangan baharu, memahami cara urutan fabrikasi penuh berfungsi — perkara yang dilakukan oleh setiap langkah proses, dalam susunan dan sebabnya — adalah penting untuk menulis spesifikasi yang tepat, menilai keupayaan pembekal dan mengelakkan masalah reka bentuk-untuk-pengilangan yang mahal pada lewat kitaran pembangunan.
Panduan ini berjalan melalui proses fabrikasi kepingan logam lengkap mengikut urutan, daripada bahan mentah hingga komponen siap, menerangkan perkara yang dicapai oleh setiap peringkat dan bagaimana pilihan peralatan dan parameter proses pada setiap langkah mempengaruhi kualiti bahagian akhir.
Fabrikasi logam kepingan merangkumi semua operasi pemotongan, pembentukan, penyambungan dan kemasan yang digunakan pada kepingan logam - biasanya keluli, keluli tahan karat, aluminium, tembaga atau keluli tergalvani - untuk menghasilkan bahagian dan pemasangan. Lembaran logam ditakrifkan mengikut ketebalannya: umumnya 0.5mm hingga 6mm untuk kebanyakan komponen yang direka, walaupun sesetengah aplikasi struktur menggunakan plat yang lebih tebal, dan beberapa aplikasi elektronik ketepatan menggunakan bahan tolok foil yang lebih nipis.
Perbezaan antara fabrikasi logam kepingan dan pemesinan adalah penting untuk keputusan penyumberan: pemesinan mengeluarkan bahan daripada bilet pepejal dengan memotong, manakala fabrikasi logam kepingan terutamanya berfungsi dengan memotong, membengkok dan menyambung kepingan rata. Lembaran logam biasanya lebih pantas, lebih cekap bahan dan kos yang lebih rendah daripada pemesinan untuk kepungan struktur, kurungan, panel, bingkai dan komponen perumahan. Pemesinan ialah proses yang sesuai untuk bahagian pepejal ketepatan — aci, perumah, geometri 3D yang kompleks — yang tidak boleh dibentuk daripada kepingan rata.
Proses fabrikasi biasanya bermula dengan pemotongan laser: menghasilkan kosong 2D rata yang akan diproses selanjutnya dalam peringkat seterusnya. Mesin pemotong laser CNC menghalakan pancaran laser berkuasa tinggi — biasanya laser gentian pada 2,000–20,000W untuk pemotongan logam — ke permukaan kepingan, mencairkan dan mengewapkan bahan di sepanjang laluan pemotongan yang diprogramkan manakala gas bantuan (nitrogen atau oksigen) meniup bahan lebur dari kerf.
Pemotongan laser gentian menawarkan beberapa ciri prestasi yang menjadikannya teknologi pemotongan yang dominan dalam fabrikasi logam kepingan moden. Kualiti canggih pada keluli lembut dan keluli tahan karat biasanya cukup licin untuk tidak memerlukan kemasan sekunder untuk kebanyakan aplikasi. Kelajuan pemotongan adalah jauh lebih pantas daripada pemotongan plasma, terutamanya pada bahan yang lebih nipis. Dan lebar kerf sempit - biasanya 0.1–0.3mm bergantung pada ketebalan bahan dan kuasa laser - memaksimumkan penggunaan bahan dan membolehkan ciri halus (slot, lubang, tab) dipotong dengan bersih dalam satu operasi.
Peringkat pemotongan laser juga merupakan tempat tab, slot, dan ciri pengesanan untuk lenturan dan pemasangan seterusnya dipotong menjadi kosong. Mereka bentuk ciri ini dengan betul pada peringkat pengaturcaraan laser memudahkan semua operasi hiliran dan mengurangkan masa pemasangan dengan ketara — kosong rata yang direka bentuk dengan baik dengan slot pengesanan tepat dipasang sendiri semasa mengimpal, menghapuskan keperluan untuk jig dalam banyak kes.
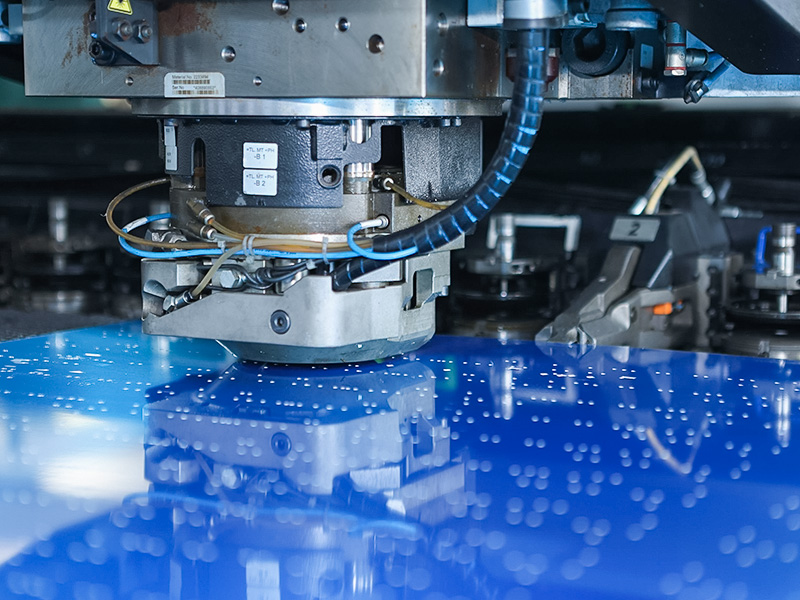
Untuk komponen yang memerlukan sejumlah besar lubang yang sama, slot, louvre atau bentuk timbul pada helaian, pemprosesan penebuk CNC menawarkan kelebihan kelajuan berbanding pemotongan laser untuk ciri khusus ini. Penekan tebuk menggunakan alat yang dikeraskan (punch) yang dipaksa melalui helaian ke dalam acuan yang sepadan untuk memotong lubang bersih atau membentuk dalam satu pukulan. Penekan tebuk turet CNC moden membawa berbilang alatan dalam turet berputar dan boleh melaksanakan corak lubang kompleks dan ciri terbentuk pada kelajuan tinggi — 300–600 sebatan seminit untuk operasi tebukan standard.
Pemprosesan tekan tekan amat berfaedah untuk komponen logam kepingan yang memerlukan louvre pengudaraan, lubang tersemperit untuk mengetuk benang, rusuk mengeras timbul, atau bentuk lubang benam balas — ciri yang tidak dapat dihasilkan oleh pemotongan laser kerana ia memerlukan ubah bentuk bahan dan bukannya penyingkiran bahan. Dalam banyak aliran kerja fabrikasi, pemotongan laser dan pemprosesan penebuk adalah pelengkap: pemotongan laser mengendalikan profil luaran yang kompleks dan ciri dalaman yang halus, manakala penebuk tebuk mengendalikan corak lubang berulang dan ciri yang terbentuk dengan cekap.
Sebelum operasi membengkok atau membentuk, kepingan logam yang telah membentuk corak tegasan dalaman daripada penyimpanan gegelung atau pemprosesan terdahulu mesti diratakan untuk mencapai kerataan yang konsisten. Mesin meratakan melepasi helaian melalui satu siri gulung atas dan bawah berselang-seli yang secara beransur-ansur menyelesaikan kecerunan tegasan dalaman, menghasilkan helaian yang rata dan lega tegas dengan sifat bahan yang konsisten di seluruh permukaannya.
Meratakan adalah penting terutamanya untuk operasi lenturan ketepatan di mana variasi kerataan dalam kosong akan diterjemahkan terus kepada ralat sudut dalam komponen bengkok. Helaian dengan busur 2mm merentasi lebarnya akan menghasilkan bahagian bengkok dengan sisihan sudut sepadan yang mungkin toleransi luar. Untuk kepungan berketepatan tinggi, kurungan aeroangkasa dan panel instrumentasi di mana ketekalan dimensi adalah kritikal, meratakan kosong sebelum dibengkokkan adalah amalan standard dan bukannya langkah pilihan.
Lenturan mengubah kosong rata menjadi profil 3D terakhirnya. Brek tekan CNC mengapit helaian antara alat tebuk (rasuk atas) dan V-die (alat bawah) dan menggunakan daya untuk membengkokkan helaian ke sudut yang diprogramkan. Brek tekan CNC moden menggunakan penderia pengukuran sudut masa nyata dan sistem pemahkotaan penyesuaian untuk mengimbangi pesongan mesin dan bahan springback, mencapai ketepatan sudut ±0.1° atau lebih baik merentasi panjang selekoh penuh.
Urutan lenturan - yang mana lenturan dibuat dahulu, yang terakhir - adalah penting untuk bahagian berbilang lentur yang kompleks. Urutan yang salah boleh mengakibatkan bahagian yang terbentuk separa berlanggar dengan alat brek tekan semasa selekoh seterusnya, menjadikan bahagian itu mustahil untuk disiapkan. Program lenturan CNC termasuk pengoptimuman jujukan lentur sebagai sebahagian daripada proses pengaturcaraan, dan untuk bahagian kompleks baharu, selekoh percubaan dengan prototaip kosong sebelum pengeluaran adalah amalan standard untuk mengesahkan jujukan dan menyemak dimensi akhir terhadap CAD.
Parameter bahan utama untuk lenturan ialah jejari lentur minimum berbanding dengan ketebalan bahan. Membengkokkan jejari yang terlalu ketat pada bahan tebal atau keras menyebabkan keretakan pada permukaan luar bengkok. Jejari lentur dalam minimum untuk keluli lembut biasanya 1× ketebalan bahan; untuk keluli tahan karat, 1.5–2×; untuk aluminium, 1–1.5×, bergantung kepada aloi dan suhu. Menentukan jejari lentur di bawah minimum bahan dalam lukisan bahagian memaksa fabrikasi untuk sama ada menolak spesifikasi atau risiko bahagian retak — ralat reka bentuk-untuk-pengilangan biasa yang disemak oleh fabrikasi berpengalaman menangkap lebih awal.
Komponen kepingan logam yang terdiri daripada berbilang bahagian — penutup, bingkai, pemasangan struktur — dicantumkan dengan mengimpal selepas dibengkokkan. Proses kimpalan yang paling biasa dalam fabrikasi logam kepingan ialah MIG (GMAW), TIG (GTAW), dan kimpalan titik, setiap satu sesuai untuk jenis sambungan yang berbeza, ketebalan bahan dan keperluan kualiti.
Kimpalan MIG menggunakan elektrod wayar boleh guna yang disalurkan secara berterusan melalui pistol kimpalan dan merupakan proses standard untuk pemasangan kepingan logam struktur, di mana kelajuan kimpalan lebih penting daripada penampilan kosmetik. Kimpalan TIG menggunakan elektrod tungsten yang tidak boleh digunakan dan menghasilkan kolam kimpalan yang lebih bersih dan lebih terkawal — ia adalah proses yang sesuai untuk komponen keluli tahan karat di mana penampilan kimpalan adalah penting, untuk bahan nipis di mana risiko terbakar mesti diminimumkan, dan untuk aluminium. Kimpalan titik menggunakan rintangan elektrik pada titik sentuhan antara dua permukaan kepingan bertindih untuk menggabungkannya tanpa logam pengisi — ia pantas dan konsisten untuk sambungan pusingan dalam kepingan nipis, yang biasa digunakan dalam pemasangan panel badan automotif dan perkakas.
Sistem kimpalan automatik dan robotik meningkatkan ketekalan dan kelajuan kimpalan pada pemasangan berulang volum tinggi. Untuk prototaip dan fabrikasi tersuai volum rendah, kimpalan TIG dan MIG manual oleh pengendali mahir kekal sebagai pendekatan yang paling fleksibel. Pilihan antara kimpalan manual dan automatik harus didorong oleh kelantangan, kerumitan geometri, dan keperluan kualiti dan bukannya keutamaan lalai.
Tekan riveting memasang pengikat berulir — nat, stud, standoff dan pengikat panel — secara kekal ke dalam komponen kepingan logam tanpa haba kimpalan. Mesin pemancing tekan hidraulik memerah pengikat ke dalam lubang pra-tebuk dengan daya terkawal, menyebabkan batang knurled pengikat mengalir sejuk ke dalam bahan kepingan dan mencipta pemasangan tahan tork yang kekal.
Pengikat yang dipasang dengan tekan (pengikat PEM dan yang setara) adalah standard dalam penutup logam kepingan, panel kawalan dan perumah peralatan elektronik di mana sambungan berulir mesti dibuat pada kepingan nipis yang tidak boleh diketuk terus untuk penglibatan benang yang mencukupi. Kelebihan memukau tekan berbanding kacang kimpalan ialah kebersihan proses — tiada haba, tiada percikan kimpalan, tiada risiko herotan helaian daripada input haba — menjadikannya kaedah pemasangan pengikat pilihan untuk komponen bercat ketepatan atau bersalut serbuk di mana kemasan permukaan mesti dilindungi.
Penggilapan industri komponen logam kepingan mempunyai dua tujuan: penyediaan permukaan untuk proses salutan berikutnya, dan kemasan kosmetik akhir untuk komponen yang akan dibiarkan dalam kemasan logam kosong atau logam berus. Penggilapan tali pinggang yang kasar menghilangkan tanda kimpalan, skala, calar dan ketidakteraturan permukaan daripada pemasangan yang direka. Kemasan bergetar menggulingkan komponen dengan media yang melelas untuk membersihkan tepi dan menghasilkan tekstur permukaan yang konsisten merentas geometri kompleks.
Untuk komponen keluli tahan karat yang dimaksudkan untuk pemprosesan makanan, farmaseutikal atau aplikasi seni bina di mana permukaan logam kosong adalah kemasan akhir, penggilap berbilang peringkat - pengisaran kasar, penggilap sederhana, penggilap halus dengan bahan pelelas yang semakin halus - menghasilkan kemasan berus, cermin atau elektropolis yang ditentukan oleh aplikasi. Nilai kemasan permukaan Ra (purata kekasaran) harus dinyatakan dalam lukisan apabila kemasan permukaan adalah keperluan berfungsi, bukan hanya estetik.
Peringkat terakhir untuk kebanyakan komponen kepingan logam struktur ialah salutan permukaan - biasanya salutan serbuk atau lukisan semburan cecair - yang memberikan perlindungan kakisan, rintangan UV, dan rupa warna dan tekstur yang dinyatakan. Sistem salutan semburan automatik menggunakan aplikasi elektrostatik untuk mencapai ketebalan filem yang konsisten merentas geometri kompleks, termasuk kawasan ceruk dan sudut dalaman yang sukar disalut secara konsisten dengan penyemburan manual.
Salutan serbuk — di mana serbuk kering bercas elektrostatik digunakan dan kemudian diawetkan dalam ketuhar pada suhu 180–200°C — ialah kemasan dominan untuk komponen kepingan logam struktur dalam aplikasi industri, komersial dan pengguna. Ia menghasilkan filem yang keras, tahan lama, tahan kimia dalam satu lapisan, tanpa pelepasan pelarut dan sisa minimum. Ketebalan filem biasanya 60–100 mikron, berbanding 25–50 mikron untuk sistem primer-tambah-lapisan cecair biasa. Untuk komponen yang memerlukan tahap gloss tertentu, tekstur (licin, kedutan, matte, hammertone), atau padanan warna RAL, salutan serbuk memberikan hasil yang konsisten dan boleh dihasilkan semula merentas kelompok pengeluaran.
| Kawasan Keupayaan | Perkara yang Perlu Disahkan | Mengapa Ia Penting |
|---|---|---|
| Pemotongan laser | Kuasa laser (kW), saiz helaian maks, julat ketebalan bahan | Menentukan bahan dan ketebalan yang boleh diproses |
| lenturan CNC | Tekan tan brek, panjang selekoh maksimum, spesifikasi ketepatan sudut | Menentukan saiz bahagian maksimum dan toleransi sudut yang boleh dicapai |
| Kimpalan | Proses tersedia (MIG/TIG/spot), keupayaan automasi | Menentukan kualiti bersama dan skalabiliti volum |
| Kemasan permukaan | Jenis salutan, padanan warna dan spesifikasi ketebalan filem | Menentukan prestasi kakisan dan konsistensi penampilan |
| Sistem kualiti | Pensijilan ISO 9001, keupayaan pengukuran CMM | Menentukan kebolehkesanan dan ketelitian pengesahan dimensi |
| Skop proses dalaman | Peringkat mana adalah dalaman vs subkontrak | Langkah subkontrak menambah jurang masa utama dan kawalan kualiti |
| Keupayaan prototaip | Kuantiti pesanan minimum, masa utama prototaip | Menentukan seberapa cepat lelaran reka bentuk boleh disahkan |
| Sokongan DFM | Semakan kejuruteraan lukisan sebelum sebut harga | Menangkap kesilapan reka bentuk sebelum pelaburan perkakas dan pengeluaran |
Logam kepingan yang paling biasa fabrikasi ialah keluli lembut (gulungan sejuk dan canai panas), keluli tahan karat (gred 304 dan 316 untuk kebanyakan aplikasi), aluminium (aloi 5052 dan 6061 ialah piawaian fabrikasi), keluli tergalvani dan keluli bersalut zink elektrolitik (SECC). Tembaga dan loyang direka untuk aplikasi elektrik dan hiasan tetapi memerlukan pelarasan alatan dan proses khusus kerana kekerasan, kemuluran dan kekonduksian terma yang berbeza berbanding keluli. Pemilihan bahan mempengaruhi setiap peringkat proses fabrikasi — parameter pemotongan laser, jejari lentur, proses kimpalan, dan keserasian salutan semuanya berubah dengan logam asas — jadi spesifikasi bahan ialah keputusan reka bentuk pertama dalam mana-mana pembangunan komponen kepingan logam.
Toleransi yang boleh dicapai bergantung pada peringkat proses. Kedudukan lubang potong laser dan profil luaran pada keluli nipis boleh menampung ±0.1–0.15mm dengan peralatan dan pengaturcaraan yang baik. Dimensi bengkok sememangnya kurang tepat kerana variasi springback bahan: ±0.3–0.5mm pada panjang keseluruhan dan ±0.1–0.3° pada sudut lentur adalah tipikal untuk pengeluaran lenturan CNC. Perhimpunan yang dikimpal mengumpul toleransi dari semua bahagian dan jurang sendi; herotan kimpalan daripada input haba menambah variasi lagi. Untuk pemasangan yang memerlukan toleransi dimensi keseluruhan yang ketat, mereka bentuk dalam ciri pelarasan — lubang berslot untuk pelarasan kedudukan, datum rujukan — adalah lebih praktikal daripada cuba menahan toleransi timbunan yang ketat melalui kimpalan sahaja.
Lukisan fabrikasi logam kepingan hendaklah merangkumi kedua-dua corak rata (susun atur kosong yang dibangunkan menunjukkan profil potongan dan kedudukan lubang) dan pandangan terbentuk 3D (menunjukkan sudut lentur, arah dan dimensi pemasangan keseluruhan). Menentukan gred dan ketebalan bahan, jejari lentur minimum, kemasan permukaan (nilai Ra atau spesifikasi salutan), dan sebarang dimensi kritikal yang memerlukan pemeriksaan adalah penting. Untuk pemasangan yang kompleks, model CAD 3D (format STEP) bersama lukisan 2D membolehkan pasukan pengaturcaraan CNC fabrikasi bekerja secara langsung daripada geometri dan bukannya mentafsir unjuran 2D. Menyediakan model 3D dengan ketara mengurangkan masa utama sebut harga dan risiko ralat pengaturcaraan pada bahagian berbilang lentur yang kompleks.
Masa pendahuluan prototaip untuk komponen kepingan logam tersuai biasanya 5–15 hari bekerja, bergantung pada kerumitan bahagian dan beban kerja semasa fabrikasi. Ini meliputi pengaturcaraan, pemotongan, lenturan, kimpalan, kemasan dan pemeriksaan. Masa utama pengeluaran untuk pesanan berulang dengan program yang ditetapkan biasanya 10–25 hari bekerja. Masa pendahuluan paling banyak dipengaruhi oleh peringkat salutan permukaan — kitaran kelompok salutan serbuk dan masa pengawetan menambah 3-5 hari kepada kebanyakan pesanan — dan oleh kerumitan peringkat kimpalan dan pemasangan untuk pemasangan berbilang bahagian. Menyediakan lukisan yang lengkap dan tepat pada peringkat pertanyaan dan meluluskan sebut harga dengan segera adalah alat pembeli yang paling berkesan untuk meminimumkan masa utama, kerana kitaran penjelasan lukisan adalah sumber kelewatan fabrikasi yang paling biasa.
Pemotongan Laser | Punch Press | Mesin Lentur | Kimpalan | Tekan Riveting | Menggilap | Meratakan | Salutan Sembur | Perkhidmatan Tersuai | Hubungi Kami











 +86-13771171111 +86-13338110517
+86-13771171111 +86-13338110517 

 English
English 中文简体
中文简体 日本語
日本語 Deutsch
Deutsch Español
Español Bahasa Melayu
Bahasa Melayu



