Pembuatan komponen ketepatan (cth, bahagian aeroangkasa, implan perubatan, elemen elektronik) menuntut toleransi yang sangat ketat, prestasi bahan dan kualiti permukaan. Di bawah ialah faktor kritikal yang mesti dikawal ketat semasa pengeluaran.
Ketulenan Bahan: Bahagian berketepatan tinggi selalunya memerlukan logam ketulenan tinggi (cth, aloi titanium, keluli tahan karat 316L) atau aloi khusus (cth, Invar, aloi super berasaskan nikel).
Rawatan Haba: Melegakan tekanan melalui penyepuhlindap, pelindapkejutan atau penuaan untuk mengelakkan ubah bentuk pemesinan (cth, rawatan haba T6 untuk aluminium).
Pensijilan Bahan: Memerlukan laporan ujian bahan (MTR) untuk memastikan pematuhan piawaian (cth, ASTM, AMS).
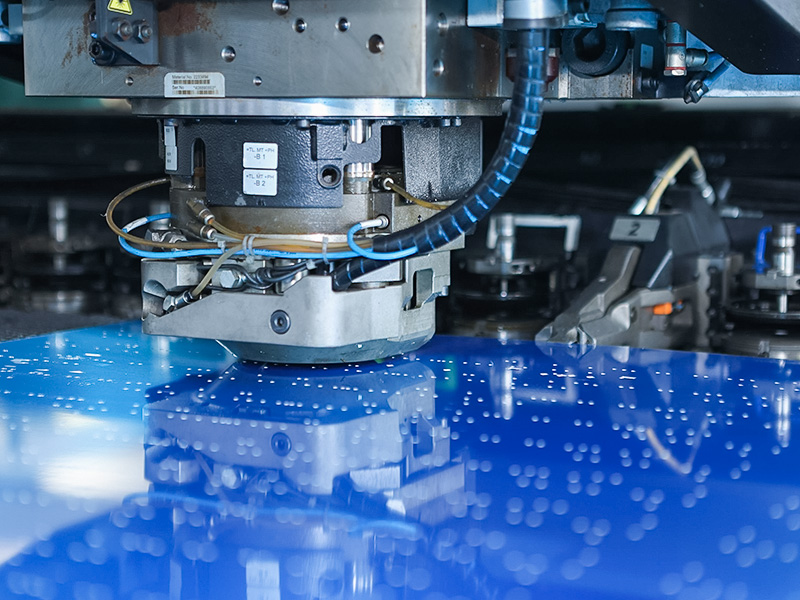
Pemotongan / Pengisaran Ultra-Ketepatan:
Toleransi pusingan/pengilangan dalam ±0.005mm (cth, acuan kanta optik).
Pengisaran untuk bahan keras (cth, seramik, tungsten karbida), mencapai kekasaran permukaan Ra ≤0.1μm.
Setem / Lenturan Tahap Mikron:
Kawalan sudut selekoh dalam ±0.1°, dengan maklum balas laser masa nyata.
Setem die progresif untuk komponen mikro (cth, dulang kad SIM).
Pemesinan Pelepasan Elektrik (EDM): Untuk bentuk kekerasan tinggi yang kompleks (cth, lubang penyejuk bilah turbin).
Pemprosesan Laser: Memotong/mengimpal bahan ultra-nipis (cth, tiub keluli tahan karat 0.05mm untuk stent jantung).
Pemesinan Elektrokimia (ECM): Pemesinan bahan konduktif tanpa tekanan (cth, bilah enjin jet).
Dimensi Kritikal: Ditandakan dengan jelas (cth, permukaan mengawan galas sebagai ciri utama, toleransi ±0.002mm).
Toleransi Geometri:
Kerataan/selari ≤0.01mm (cth, pembawa wafer semikonduktor).
Kepekatan ≤φ0.005mm (cth, penyambung gentian optik).
Alat Pengukuran:
Mesin Pengukur Koordinat (CMM) untuk pemeriksaan dimensi penuh (ketepatan ±1μm).
Profilometer optik untuk kecacatan permukaan mikro (cth, kedalaman calar ≤0.2μm).
Kemasan Permukaan:
Teras injap hidraulik memerlukan Ra ≤0.4μm (penggilap/mengasah cermin).
Implan perubatan memerlukan penggilap elektrik untuk menghilangkan keretakan mikro.
Perlindungan kakisan:
Anodizing keras untuk aluminium (ketebalan 20-50μm).
Salutan PTFE atau seramik untuk komponen aeroangkasa.
Kawalan Kebersihan:
Bahagian semikonduktor memerlukan bilik bersih Kelas 100.
Pembersihan ultrasonik sebelum pemasangan (sisa zarah ≤5μm).
Kawalan Suhu/Kelembapan:
Bengkel terkawal iklim (20±1°C) untuk mengelakkan herotan haba (cth, pemesinan galas ketepatan).
Kelembapan ≤40% untuk mengelakkan pengoksidaan (cth, bahagian aloi magnesium).
Penentukuran Peralatan:
Mesin CNC ditentukur setiap 8 jam melalui interferometri laser.
Mesin akhbar sentiasa disahkan untuk ketepatan tan (±1%).
Pemeriksaan Artikel Pertama (FAI): Laporan dimensi penuh memerlukan kelulusan pelanggan.
Pemantauan Proses: SPC untuk parameter kritikal (cth, CPK ≥1.67).
Kebolehkesanan: Rekod kumpulan parameter proses (cth, kuasa laser, kelajuan pemotongan).
| Industri | Keperluan Utama |
|---|---|
| Aeroangkasa | Pensijilan NADCAP, ujian hayat keletihan (cth, 10^7 kitaran). |
| Implan Perubatan | Biokompatibiliti (ISO 13485), pengesahan pensterilan (EO/γ-ray). |
| Komponen Optik | Penghantaran cahaya ≥99.8%, piawaian kecacatan permukaan (cth, MIL-PRF-13830B). |
Pembuatan Pintar: Pelarasan parameter masa nyata dipacu AI (cth, kawalan daya pemotongan adaptif).
Aditif Hibrid/Tolak: Percetakan 3D membentuk hampir bersih + kemasan ketepatan.
Pemesinan Skala Nano: Rasuk ion tertumpu (FIB) untuk struktur berskala cip.
Pembuatan ketepatan bergantung pada kawalan proses hujung ke hujung—sebarang pengawasan (cth, ralat 0.01mm dalam bolt kapal angkasa yang menyebabkan kegagalan pelancaran) boleh membawa kepada penolakan kumpulan bencana.










 +86-13771171111 +86-13338110517
+86-13771171111 +86-13338110517 

 English
English 中文简体
中文简体 日本語
日本語 Deutsch
Deutsch Español
Español Bahasa Melayu
Bahasa Melayu